
 Langue
Langue

Obtenez un devis
Manchons en aluminium pour câbles métalliques : résistance au sertissage, dimensionnement et modes de défaillance
Un manchon en aluminium crée une liaison mécanique soudée à froid, pas seulement un point de pincement
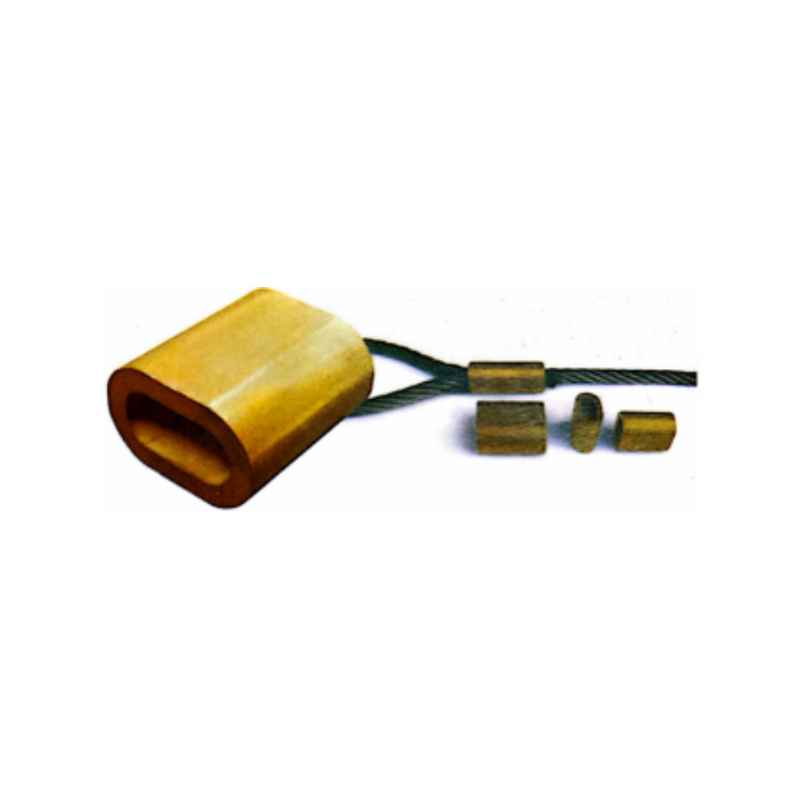
A manchon en aluminium pour câble métallique , proprement connu sous le nom de manchon ou virole à sertir, fonctionne comme un raccord de terminaison qui fixe de manière permanente l'extrémité d'un câble métallique dans un œil ou une épissure. Lorsqu'il est comprimé avec l'outil de sertissage approprié, le matériau en aluminium ductile se déforme plastiquement autour des brins de fil individuels, s'écoulant dans les vallées entre eux et créant un verrouillage mécanique formé à froid qui répartit la charge de traction uniformément sur chaque toron de la section transversale du câble . Un manchon correctement serti sur un câble métallique galvanisé ou en acier inoxydable à l'aide d'un manchon ovale en aluminium atteint une force de maintien de 85 % à 90 % de la résistance à la rupture minimale du câble lorsque la longueur du manchon, le diamètre intérieur avant sertissage et les spécifications de compression après sertissage sont tous respectés. L'alliage d'aluminium utilisé (généralement 5052 ou 6061 sous forme forgée ou A380 sous forme coulée) est sélectionné pour sa combinaison de ductilité lors de la compression, de compatibilité avec la corrosion avec le matériau du câble métallique et de comportement d'écrouissage qui augmente la résistance du manchon après estampage pour résister à la contrainte exercée par les brins du câble chargés qui tentent de se libérer.
Manchon ovale et manchon d'arrêt : deux composants différents pour des fonctions différentes
Le terme manchon en aluminium pour câble métallique englobe deux types de matériel fonctionnellement distincts qui sont souvent confondus. Un le manchon ovale, également appelé manchon à œil flamand, a un profil ovale allongé avec deux alésages internes parallèles qui acceptent les deux branches d'une boucle de câble métallique . Il est serti sur toute sa largeur, comprimant simultanément les deux alésages, et constitue la principale terminaison porteuse pour créer un œil permanent à l'extrémité d'un câble métallique. Un manchon d'arrêt, en revanche, est un tube cylindrique en aluminium court avec un seul trou traversant, serti directement sur un seul pied de câble métallique pour créer une butée mécanique, comme le dispositif de retenue qui empêche un câble métallique de passer à travers un moufle ou la butée qui sécurise la queue d'un câble métallique après son passage à travers un manchon ovale. La confusion des deux et l'utilisation d'un manchon d'arrêt lorsqu'un manchon ovale est requis pour la terminaison porteuse entraîneront une connexion qui échouera à moins de 40 % de la résistance à la rupture de la corde car le manchon d'arrêt n'engage qu'un seul pied et n'a pas la répartition équilibrée de la charge de la conception ovale à double alésage.

Protocole de dimensionnement et conséquence d'une inadéquation
Un manchon en aluminium est dimensionné en fonction d'un diamètre de câble métallique spécifique avec une fenêtre de tolérance extrêmement étroite. Le diamètre intérieur avant sertissage de l'alésage du manchon doit être 0,2 à 0,5 millimètres plus grand que le diamètre nominal du câble pour permettre à la corde de passer à travers sans se coincer tout en laissant un minimum d'espace vide que l'aluminium doit remplir lors de la compression. Un manchon d'une taille trop grande ne se comprimera pas suffisamment sur les brins du câble ; l'aluminium atteindra sa limite de compression avant de s'écouler complètement dans les interstices des brins, laissant des vides internes qui agissent comme des points de concentration des contraintes et réduisent la résistance de retenue jusqu'à 30 %. Un manchon d'une taille trop petite ne peut pas être enfilé sur la corde sans endommager le toron, et le forcer provoque le déplacement et le pliage des fils extérieurs individuels, créant une section transversale affaiblie au point exact où la terminaison applique sa contrainte la plus élevée. Les tableaux de dimensionnement des manchons publiés par les fabricants font correspondre chaque diamètre de câble à un numéro de pièce de manchon spécifique, et le dimensionnement est spécifique à la construction du câble : un câble à âme en fibre 6x19 et un câble à âme de câble indépendant 7x19 du même diamètre nominal peuvent nécessiter des spécifications de manchon différentes car les diamètres extérieurs réels diffèrent légèrement en raison des différentes géométries d'emballage des torons.
Inspection avant le sertissage et règle de longueur de queue
Avant compression, la queue du câble dépassant du manchon doit être suffisamment longue pour permettre une vérification visuelle que le câble n'a pas glissé lors du rétreint. La règle standard est une longueur minimale de queue égale à une longueur de manchon pour les manchons ovales et à deux diamètres de corde pour les manchons d'arrêt . Après rétreint, si la queue s'est rétractée dans le manchon, la corde a glissé lors de la compression et la terminaison doit être coupée et refaite. La queue fournit également le matériau d'une mesure de sécurité secondaire : dans les applications de levage critiques, la queue est souvent munie d'un fil ou équipée d'un manchon d'arrêt supplémentaire comme dispositif de retenue de secours.
Exigences relatives aux outils de sertissage et décision entre outil manuel et outil hydraulique
La compression d'un manchon en aluminium pour câble métallique nécessite un outil de sertissage qui applique une compression contrôlée sur les côtés parallèles à une dimension après sertissage spécifiée. Un coupe-boulon de quincaillerie ou un marteau et un poinçon ne peuvent pas produire un sertissage sûr. L'outil minimum acceptable pour les manchons ovales sur des câbles métalliques jusqu'à 5 millimètres de diamètre est un outil de sertissage manuel avec mâchoires en acier trempé usinées selon le profil de post-compression correct . Ces outils sont des conceptions à levier composé qui multiplient la force manuelle en plusieurs tonnes de pression de compression au niveau des faces des mâchoires. Pour les diamètres de câble supérieurs à 5 millimètres, une presse hydraulique à sertir avec des matrices interchangeables est nécessaire pour générer la force constante de 8 à 15 tonnes nécessaire pour comprimer complètement le manchon en aluminium dans la structure du câble. L'indicateur de qualité critique pour tout outil de sertissage est sa capacité à produire une dimension après sertissage reproductible - généralement spécifiée comme une mesure de jauge sur le manchon comprimé à son point le plus large - et un outil dont les mâchoires sont usées, suspendues ou ne correspondent pas à la taille du manchon produira un manchon sous-comprimé qui semble visuellement acceptable mais échoue en dessous de la charge nominale.
La jauge Go/No-Go et la vérification après sertissage
Après compression, le manchon serti doit être vérifié avec une jauge go/no-go fournie par le fabricant du manchon ou spécifiée sur la fiche technique du fabricant. La jauge vérifie que le la largeur comprimée du manchon se situe dans la plage acceptable, généralement plus 0,2 millimètres et moins 0,1 millimètres par rapport à la dimension nominale après sertissage . Un manchon qui mesure une taille surdimensionnée sur la jauge a été sous-comprimé et ne développera pas une force de maintien complète. Un manchon trop petit a été trop comprimé, ce qui peut fissurer l'aluminium ou écraser les brins internes du câble métallique, créant ainsi un point de déclenchement de défaillance. La vérification de la jauge n'est pas facultative pour toute application de levage, de gréage ou critique pour la sécurité ; c'est la seule vérification objective que le sertissage a été effectué correctement.
La norme à double manchon pour les applications de levage
Les normes industrielles pour les élingues en câble métallique et les ensembles de levage, notamment ASME B30.9 et EN 13411-3, exigent qu'une épissure à œil flamand terminée par des manchons ovales en aluminium soit utilisée. au minimum un manchon pour les câbles d'un diamètre allant jusqu'à 6 millimètres, deux manchons pour les diamètres de 6 à 12 millimètres et trois manchons pour les diamètres supérieurs à 12 millimètres . Les manches sont espacées uniformément le long de la queue, la première manche étant positionnée aussi près de la gorge des yeux que possible, et les manches suivantes à des intervalles d'environ une longueur de manche. L’exigence de manches multiples n’est pas une redondance en soi ; il tient compte du fait qu'un seul manchon concentre toute la charge de traction en un point et que si ce manchon est compromis (par un défaut de fabrication, de la corrosion ou un sertissage non conforme), la terminaison entière tombe en panne sans avertissement. Plusieurs manchons répartissent la charge et fournissent une indication de défaillance progressive : si le premier manchon commence à glisser, la charge est transférée au deuxième manchon et la saillie de la queue du premier manchon changera visiblement, alertant un inspecteur de la défaillance en développement lors d'un examen de routine.
Considérations sur la corrosion et compatibilité galvanique aluminium-acier
Un manchon en aluminium en contact avec un câble en acier crée un couple galvanique en présence d'un électrolyte, tel que l'eau de pluie, le brouillard salin ou l'humidité atmosphérique industrielle. L'aluminium est anodique par rapport à l'acier dans la série galvanique, ce qui signifie que le manchon en aluminium se corrodera préférentiellement pour protéger le câble en acier . Dans les applications intérieures sèches, cet effet galvanique est négligeable et le manchon durera plus longtemps que la corde. Dans les environnements marins, les installations extérieures côtières ou les installations de traitement chimique, le taux de corrosion galvanique s'accélère considérablement. L'atténuation pour ces environnements comprend la sélection de manchons en aluminium anodisé avec un minimum Couche anodisée de 15 microns qui isole électriquement l'aluminium de l'acier , en appliquant un apprêt riche en zinc sur l'assemblage serti avant de le mettre en service, et en réduisant l'intervalle d'inspection pour détecter l'amincissement de la paroi du manchon avant qu'il ne compromette la résistance de la terminaison. Les manchons en acier inoxydable, disponibles en qualité 304 ou 316, éliminent entièrement le problème de corrosion galvanique lorsqu'ils sont utilisés avec un câble métallique en acier inoxydable, au prix de forces de sertissage plus élevées en raison de la plus grande limite d'élasticité de l'acier inoxydable par rapport à l'aluminium.
Modes de défaillance courants et identification sur le terrain
Les terminaisons des manchons en aluminium des câbles métalliques échouent à cause d'un nombre limité de mécanismes prévisibles, chacun avec des indicateurs visibles. L'échec le plus courant est extraction du câble, où le câble métallique glisse à travers le manchon comprimé sous charge, laissant le manchon en place sur une queue maintenant détachée . Cela indique une sous-compression, un manchon mal dimensionné ou une surface de corde contaminée qui a empêché l'aluminium de saisir les fils. Le deuxième mode est la rupture du manchon, où l'aluminium se fissure longitudinalement le long de l'axe de compression, généralement à cause d'une surcompression dépassant la limite de ductilité de l'aluminium. Le troisième est la rupture par fatigue du câble métallique au point de sortie du manchon, provoquée par une transition brusque entre la section gainée rigide et le câble libre flexible, créant une concentration de contrainte de flexion. Ce mode de défaillance est atténué par l'utilisation d'un dé à coudre dans l'œil, qui fournit un rayon de courbure contrôlé et réduit la contrainte de flexion cyclique à l'interface manchon-câble. Le quatrième mode est l'amincissement de la paroi du manchon induit par la corrosion, dans lequel le manchon en aluminium perd de sa section transversale jusqu'à ce que la paroi restante ne puisse plus contenir l'expansion radiale du câble sous charge, conduisant à la division du manchon. Chacun de ces modes de défaillance laisse des preuves diagnostiques qu’une inspection compétente peut identifier avant qu’une défaillance catastrophique ne se produise.
| Mode de défaillance | Indicateur visuel | Cause fondamentale | Prévention |
|---|---|---|---|
| Extraction de corde | Dépassement réduit de la queue, mouvement de la corde | Sous-compression, mauvaise taille de manche | Dimensionnement correct, contrôle de jauge go/no-go |
| Fracture de la manche | Fissure longitudinale le long de la manche | Surcompression | Outil calibré, jauge après sertissage |
| Fatigue à la sortie du manchon | Brins de fil cassés au bord du manchon | Transition de courbure nette, pas de dé à coudre | Utilisez un dé à coudre, inspectez le point de sortie |
| Amincissement des parois par corrosion | Piqûres, oxyde blanc, diamètre de manchon réduit | Corrosion galvanique en milieu humide | Manchons anodisés, apprêt zinc, inspection |
Câble métallique en acier inoxydable et étui spécial pour manchons en aluminium
Lorsque des manchons en aluminium sont utilisés sur des câbles en acier inoxydable, la combinaison introduit des considérations spécifiques au-delà de celles du câble galvanisé. Le câble métallique en acier inoxydable a un finition de surface plus lisse et coefficient de frottement inférieur à celui de la corde galvanisée , ce qui signifie que le manchon en aluminium doit réaliser un verrouillage mécanique plus profond dans la géométrie du toron pour compenser la composante de friction réduite de la force de maintien. Ceci est obtenu en spécifiant une dimension après sertissage légèrement plus petite pour le câble en acier inoxydable que pour le câble galvanisé de même diamètre, ce qui augmente efficacement le pourcentage de compression pour enfoncer l'aluminium plus profondément dans les vallées des torons. De plus, le potentiel galvanique entre l’aluminium et l’acier inoxydable est environ 0,5 volt dans l'eau de mer, contre 0,3 volt entre l'aluminium et l'acier au carbone , ce qui signifie que le manchon en aluminium sur une corde inoxydable dans un environnement marin se corrodera sensiblement plus rapidement que le même manchon sur une corde galvanisée. La stratégie de manchon anodisé avec apprêt au zinc devient obligatoire, et non facultative, pour les combinaisons acier inoxydable-aluminium en service extérieur ou marin.
Matériaux de manchon alternatifs et options en cuivre et en zinc
L'aluminium n'est pas le seul matériau de manchon disponible pour la terminaison des câbles métalliques, et certaines applications bénéficient de matériaux alternatifs. Les manchons en cuivre, spécifiés comme cuivre désoxydé au phosphore C12200, constituent la norme pour les câbles métalliques utilisés dans les mines et les atmosphères explosives, car le cuivre ne produit pas d'étincelles lorsqu'il est frappé ou abrasé. . Les manchons en cuivre nécessitent environ 15 % de force de compression en plus que les manchons en aluminium de même taille en raison de la limite d'élasticité plus élevée du cuivre, et ils produisent une terminaison avec une résistance de maintien comparable à celle de l'aluminium lorsqu'ils sont correctement sertis. Les manchons en zinc, fabriqués à partir d'un alliage de zinc de haute pureté, sont spécifiés pour les applications submersibles et sous-marines où le zinc sert à la fois de terminaison mécanique et d'anode sacrificielle qui protège le câble métallique de la corrosion. Le manchon en zinc est intentionnellement consommé au fil du temps et son épaisseur de paroi est spécifiée avec une tolérance de corrosion qui garantit que la terminaison mécanique reste fonctionnelle pendant toute la durée de vie de l'installation. Les manchons en acier inoxydable, comme indiqué, sont le choix pour les assemblages de câbles en acier inoxydable dans des environnements corrosifs et pour les gréements de qualité alimentaire, pharmaceutique et en salle blanche où la poussière d'oxyde d'aluminium provenant de la corrosion des manchons est inacceptable.
Le rôle du dé à coudre dans la protection du manchon et de la corde
Une cosse est un insert rainuré en métal ou en plastique placé à l'intérieur de l'œil d'une terminaison de câble métallique avant que le manchon ne soit serti. Sa fonction est de maintenir un rayon de courbure contrôlé au niveau de la courbe intérieure de l'œil et empêcher que le câble métallique ne soit écrasé à plat par la surface d'appui de tout ce à quoi l'œil est attaché . Pour les terminaisons à manchon en aluminium, la cosse remplit une fonction critique supplémentaire : elle empêche les brins de câble au niveau du col de l'œil de se tordre sous la charge, ce qui créerait une concentration de contraintes immédiatement adjacente au manchon et entraînerait une rupture prématurée par fatigue du fil. La cosse standard pour un diamètre de corde donné fournit une rayon de courbure minimum de 2,5 à 3 fois le diamètre du câble au niveau des yeux et de la gorge. Sans dé à coudre (une configuration appelée œil doux), la corde se plie autour d'un rayon beaucoup plus serré imposé par la goupille de fixation ou la manille, et les fils à l'intérieur de la courbure sont comprimés au-delà de leur limite élastique lors du premier cycle de charge, endommageant de façon permanente la corde à son point le plus sollicité. Un œil souple avec terminaison en manchon en aluminium est acceptable uniquement pour les applications statiques non critiques où la corde n'approchera jamais sa limite de charge de travail et où la fatigue n'est pas une considération de service.
Produits connexes
-
 Voir plus
Voir plus
-
 Voir plus
Voir plus
Ferrules ovales allemandes en cuivre pour le sertissage et la terminaison des câbles métalliques
-
 Voir plus
Voir plus
Boutons ronds en cuivre de style américain pour la terminaison et le sertissage des câbles métalliques
-
 Voir plus
Voir plus
Câble métallique en acier 8 × 7 classe ISO 2408 – Corde compacte à 8 torons à haute résistance à la traction pour le levage et le gréement
-
 Voir plus
Voir plus
Manchons de sertissage en acier à œil flamand S-505 pour câble métallique (1/4"-6")
-
 Voir plus
Voir plus
Manchons ronds en aluminium sans soudure pour terminaison de câble métallique
Contactez-nous
-

-
 +86-13395162883 / +86-0510-86361180
+86-13395162883 / +86-0510-86361180 -
 No. 25 Xizhang Road, village de Changshou, ville de Zhouzhuang, ville de Jiangyin, ville de Wuxi, province du Jiangsu, Chine
No. 25 Xizhang Road, village de Changshou, ville de Zhouzhuang, ville de Jiangyin, ville de Wuxi, province du Jiangsu, Chine

- Liens rapides
- Catégories de produits
- Câble métallique
- Garnitures de câble métallique
- Chaîne
- Accessoires pour câbles métalliques
- Types d'emballage

Envoyez-nous un message maintenant !
